Filo de corte especialmente diseñado con "esqueleto" para mejorar la tenacidad y resistencia contra la deformación plástica.
2
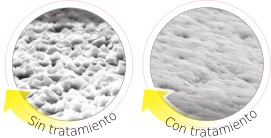
Superficie tratada
Un tratamiento especial en la superficie reduce la aspereza, minimizando la fuerza de corte y previniendo la adhesión de material al inserto.
3
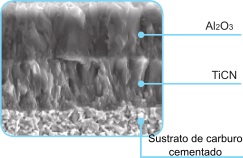
Recubrimiento multicapa
Con capas de TiCN fibrosa y alúmina de grano fino, el grado mejora la resistencia a la abrasión y a la rotura de los insertos.
4
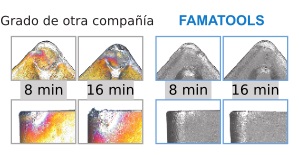
Mayor eficiencia
30% Vida útil
25% Velocidad de corte
P
Acero
Materiales
Dureza
Velocidad de corte (m/min)
HB
HRC
Acero al carbono
C=0.15%
125
-
480-240
C=0.35%
150
-
460-230
C=0.60%
200
15
400-200
Acero aleado
Tratado
180
10
400-200
Endurecido
275
29
260-140
Endurecido
300
32
240-120
Endurecido
350
38
220-120
Acero de alta aleación
Tratado
200
15
310-170
Endurecido
325
35
150-100
Acero fundido
No aleado
180
10
250-140
Baja aleación
200
15
220-110
Alta aleación
225
20
190-100
Avance por revolución (mm/rev)
Profundidad de corte (mm)
0.1 - 0.8
Véase rompevirutas
Grado
YBC252
Caracteristicas del recubrimiento
PAcero
01 - Acabado Super Fino
10 - Acabado
20 - Semi-Acabado
30 - Semi-Desbaste
40 - Desbaste
1
Estructura especial
Filo de corte especialmente diseñado con "esqueleto" para mejorar la tenacidad y resistencia contra la deformación plástica.
2
Superficie tratada
Un tratamiento especial en la superficie reduce la aspereza, minimizando la fuerza de corte y previniendo la adhesión de material al inserto.
3
Recubrimiento multicapa
Con capas de TiCN fibrosa y alúmina de grano fino, el grado mejora la resistencia a la abrasión y a la rotura de los insertos.
4
Mayor eficiencia
30% Vida útil
25% Velocidad de corte
Materiales
Dureza
Velocidad de corte (m/min)
HB
HRC
Acero al carbono
C=0.15%
125
-
480-240
C=0.35%
150
-
460-230
C=0.60%
200
15
400-200
Acero aleado
Tratado
180
10
400-200
Endurecido
275
29
260-140
Endurecido
300
32
240-120
Endurecido
350
38
220-120
Acero de alta aleación
Tratado
200
15
310-170
Endurecido
325
35
150-100
Acero fundido
No aleado
180
10
250-140
Baja aleación
200
15
220-110
Alta aleación
225
20
190-100
Avance por revolución (mm/rev)
Profundidad de corte (mm)
0.1 - 0.8
Véase rompevirutas
Grado
YBC252
Caracteristicas del recubrimiento
PAcero
01 - Acabado Super Fino
10 - Acabado
20 - Semi-Acabado
30 - Semi-Desbaste
40 - Desbaste
1
Estructura especial
Filo de corte especialmente diseñado con "esqueleto" para mejorar la tenacidad y resistencia contra la deformación plástica.
2
Superficie tratada
Un tratamiento especial en la superficie reduce la aspereza, minimizando la fuerza de corte y previniendo la adhesión de material al inserto.
3
Recubrimiento multicapa
Con capas de TiCN fibrosa y alúmina de grano fino, el grado mejora la resistencia a la abrasión y a la rotura de los insertos.
4
Mayor eficiencia
30% Vida útil 25% Velocidad de corte
Materiales
Dureza
Velocidad de corte (m/min)
HB
HRC
Acero al carbono
C=0.15%
125
-
480-240
C=0.35%
150
-
460-230
C=0.60%
200
15
400-200
Acero aleado
Tratado
180
10
400-200
Endurecido
275
29
260-140
Endurecido
300
32
240-120
Endurecido
350
38
220-120
Acero de alta aleación
Tratado
200
15
310-170
Endurecido
325
35
150-100
Acero fundido
No aleado
180
10
250-140
Baja aleación
200
15
220-110
Alta aleación
225
20
190-100
Avance por revolución (mm/rev)
Profundidad de corte (mm)
0.1 - 0.8
Véase rompevirutas
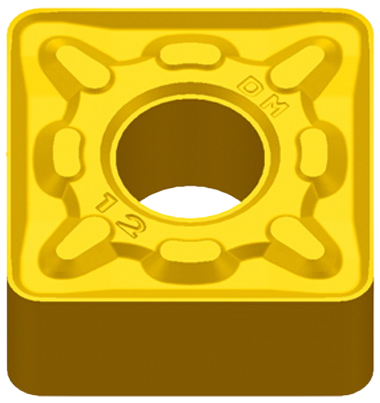
Rompevirutas
DM
Condiciones de corte
ap·p.d.c. =1.5~5(mm) f=0.15~0.5(mm/r)
Aplicación de rompevirutas
Aplicación: Acabado Materiales: MPrecisión: M
Rompevirutas de doble cara con tolerancia nivel M que produce pequeñas fuerzas de corte y tiene un amplio rango de rotura de virutas, que asegura un buen desempeño maquinando aleaciones de acero altamente adhesivas.
Acero P - 15, Acero P - 20, Acero P - 25, Acero P - 30, Acero P - 35, Acero Inoxidable M - 15, Acero Inoxidable M - 20, Acero Inoxidable M - 25, Acero Inoxidable M - 30, HRSA y Titanio S - 15, HRSA y Titanio S - 20, HRSA y Titanio S - 25
Designación ISO 1832
DNMG-150608-DM
Designación ANSI
DNMG-442-DM
Grado del Inserto
YBC252
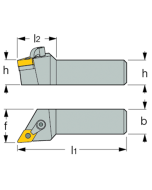
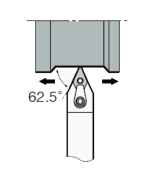
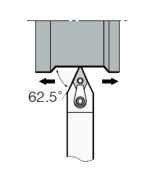
Geometría del Inserto ?Para seleccionar la geometría adecuada hay que tomar en consideración:
Tenacidad del inserto: Ángulo grande le da robustes al inserto
Potencia de máquina: Insertos con mayor ángulo, requieren más potencia de la máquina
Vibraciones: Insertos con menor ángulo reducen vibraciones
Accesibilidad: Ángulo reducido de inserto permite mejor accesibilidad
Disipación de calor: Insertos con mayor ángulo son menos suseptibles a sobrecalentamiento